Bagaimana untuk mengendalikan mesin kimpalan automatik
Permintaan untuk peralatan semiautomatik kimpalan dalam pasaran peralatan kimpalan terus berkembang setiap tahun. Ini adalah kerana kelebihan jelas mereka: kos yang berpatutan, pelbagai mod operasi, kemudahan setup dan operasi. Walau bagaimanapun, tuan pemula tidak selalu dapat memikirkan cara menggunakan separa automatik. Perkara pertama yang perlu anda ketahui adalah peranti dan prinsip pengendalian unit, serta cadangan asas untuk memilih wayar untuk kimpalan.
Kandungan
Peranti dan prinsip pengendalian peranti semiautomatik
Tujuan utama mesin kimpalan separa automatik ialah kimpalan arka dengan penggunaan elektrod lebur, yang ditiupkan dengan gas pelindung. Peranti ini digunakan untuk menyertai keluli rendah aloi dan rendah karbon, kedua-dua jahitan yang panjang dan sekejap.

Peralatan ini direka bentuk untuk bekerja di kawasan tertutup yang berudara dengan baik pada suhu udara dari -10 ° C hingga 40 ° C.
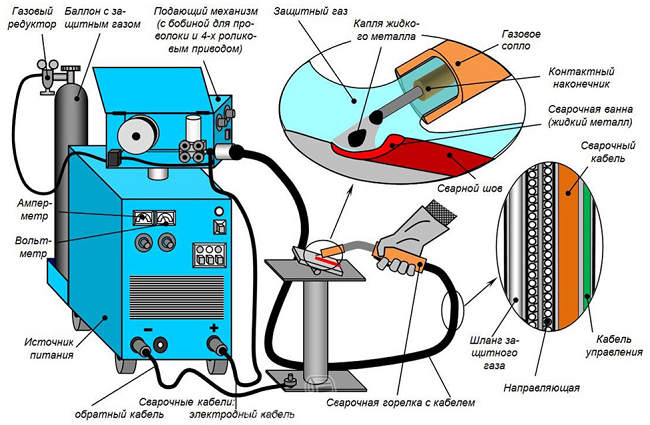
Peranti semiautomatik terdiri daripada barang berikut:
- unit utama yang menghasilkan kimpalan arus saiz yang diperlukan;
- unit suapan wayar;
- obor kimpalan dengan kabel yang bersambung di mana wayar kuasa berlalu, hos gas, wayar kawalan dan panduan untuk elektrod wayar.
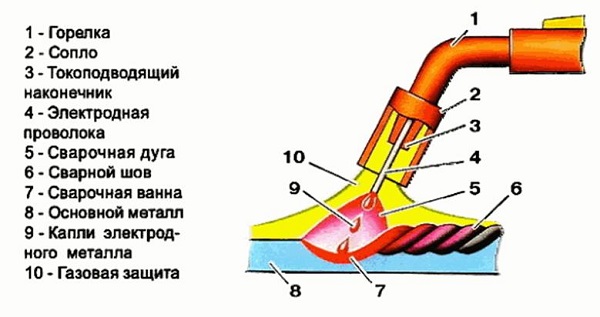
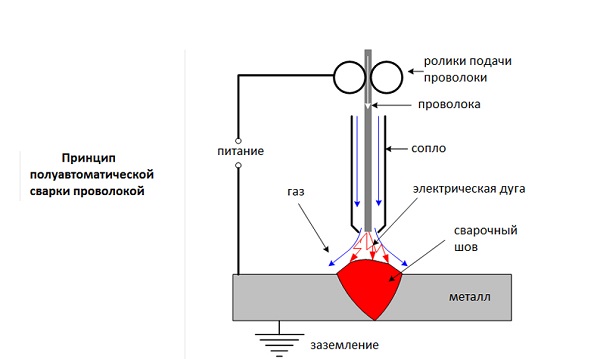
Prinsip operasi unit tersebut adalah seperti berikut. Dengan menekan butang permulaan yang terletak pada pemegang obor, bekalan wayar elektrod (4), gas semasa dan pelindung melalui muncung (2) bermula. Arus ke dawai mengalir melalui hujung konduktif (4). Apabila ia bersentuhan dengan logam asas, arka elektrik timbul, yang mula mencairkan elektrod. Jatuh logam elektrod, jatuh pada logam asas (8), membentuk jahitan (6). Pada masa yang sama, mandi kimpalan (7) di bawah ditiupkan dengan gas pelindung (10), yang menghalang oksigen dan nitrogen daripada memasukinya dari udara atmosfera.Terima kasih kepada perlindungan gas, kimpal adalah tahan lama dan berkualiti tinggi.
Operasi peranti semiautomatik boleh dilakukan tanpa gas pelindung. Dalam kes ini, wayar elektrod yang mempunyai salutan serbuk khas digunakan. Pada suhu tinggi, salutan ini menguap, dan gas-gas yang dihasilkan melakukan fungsi perlindungan untuk kolam kimpalan.
Pemilihan dawai elektrod
Kawat elektrod adalah snap, tanpa mana mesin kimpalan tidak dapat berfungsi. Ia dihidangkan menggunakan mekanisme khas dan melaksanakan fungsi elektrod.
Untuk separuh automatik ada dua kumpulan bahan untuk kimpalan:
- wayar padat;
- wayar elektrod yang dibuang.
Terdapat lebih daripada 76 jenis varian pertama tetapi paling sering, sebahagian kecil sahaja digunakan. Jenis peralatan lain sangat khusus dan digunakan dalam pengeluaran. Perkara utama yang perlu dipertimbangkan semasa memilih wayar adalah jenis logam yang mana strukturnya akan dikimpal. Selalunya, perlu mendidih keluli karbon rendah dan rendah aloi menggunakan wayar bukan bersalut tembaga dan bersalut tembaga.
Dawai tembaga adalah yang paling popular di kalangan pengimpal kerana lapisan anti-karat. Tetapi tidak semua orang tahu bahawa semasa peleburan tembaga di udara mendapat penyejatan yang berbahaya. Bukan Tembaga Kawat adalah lebih tidak berbahaya dan mempunyai anti-karat salutan.
Juga digunakan pada separa automatik wayar coredyang tidak memerlukan kehadiran gas pelindung semasa memasak. Kawat elektrod mempunyai tanda khas, sebagai contoh, seperti: SV-08G2S. Ia diuraikan seperti berikut:
- SV - wayar dikimpal;
- 08 – bermakna bahawa pecahan massa karbon dalam komposisi perkakas adalah 0.08%;
- G - surat ini menandakan mangan, yang ada dalam komposisi dawai;
- 2 - angka menunjukkan bahawa kandungan mangan adalah 2%;
- Dengan - surat ini menandakan kehadiran silikon dalam peralatan, jika selepas surat itu tidak ada nombor, maka ia mengandung tidak lebih dari 1%.
Berikut adalah jadual di mana penunjukan huruf semua aditif yang membentuk wayar kimpalan diekod.
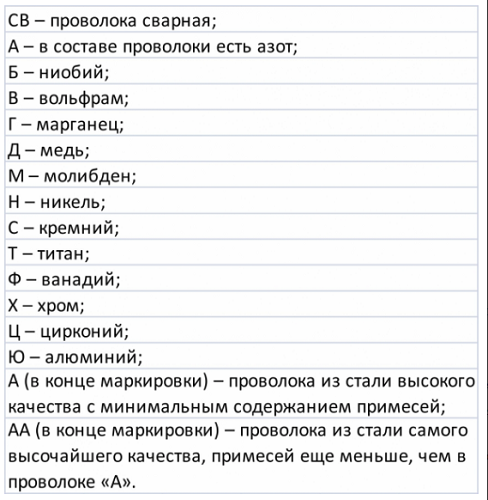
Sebagai contoh, dengan menggunakan jadual, seseorang boleh membaca CB-06H21N7BT, yang bermaksud: wayar kimpalan mempunyai karbon 0,06%, 21% kromium, dan nikel - 7%; Kawat itu diaduk dengan dua logam, niobium dan titanium.
Untuk kimpalan keluli aloi rendah (ini 90% daripada jumlah logam) 08G2S wayar dengan diameter 0.6 mm digunakan. Ia boleh digunakan dalam kehidupan sehari-hari dan untuk pembaikan badan. Di samping itu, ia boleh digunakan pada unit dengan arus sehingga 500A. Untuk keluli tahan karat kimpalan menggunakan jenama wayar Sv01H19N9. Aluminium dan tembaga direbus dalam medium argon, sepadan dengan komposisi pada dawai. Aluminium direbus dengan gred SV-97, CB-A85 dan CB-AMTS. Untuk kimpalan jenama peralatan tembaga yang digunakan SV-97, CB-A85 dan CB-AMTS.
Diameter dawai elektrod dipilih mengikut ketebalan logam yang dikimpal.
Peraturan kimpalan semiautomatik
Pertama sekali, apabila mula bekerja dengan peranti semiautomatik, bahagian yang dimaksudkan untuk sambungan mestilah baik dibersihkan cat dan karat. Juga bersihkan tempat di mana klip untuk jisim akan dilampirkan.
Bagaimana untuk memegang pembakar
Anda boleh memegang pembakar dengan satu tangan, tetapi kualiti jahitan akan menjadi lebih baik jika anda menggunakan kedua-duanya. Satu tangan berfungsi sebagai sokongan, sementara yang lain memegang pembakar.

Dengan kaedah ini, lebih mudah untuk mengawal sudut dan jarak pembakar dari bahan kerja, serta untuk menjalankan pergerakan yang diperlukan untuk membentuk kimpalan berkualiti tinggi. Untuk memastikan tangan anda bebas, anda perlu gunakan topeng kimpalanyang ditetapkan pada kepala.
Sudut yang ideal apabila beroperasi sebagai separa automatik tidak wujud. Biasanya, untuk menyambung kosong yang terletak di kapal yang sama, kecenderungan pembakar (dari kedudukan menegak) pada 15-20 darjah digunakan. Menyambungkan bahagian yang bersudut satu sama lain, kecondongan obor dari 45 ° digunakan. Dengan pengambilalihan pengalaman, setiap pengimpal memilih untuk dirinya sudut kecenderungan alat yang paling mudah, dengan mengambil kira pelbagai situasi.
Burner Motion
Untuk pembentukan jahitan berkualiti tinggi terdapat banyak cara pergerakan obor.
- Untuk logam 1-2 mm tebal pergerakan bergelombang-zigzag yang digunakan. Oleh itu, arka menangkap kedua-dua kepingan logam dan tidak mempunyai masa untuk membakarnya. Hasilnya, jahitan itu dimeterai dan tahan lama.
- Untuk kimpalan logam ketebalan apa pun memohon jahitan lurus, tidak termasuk sebarang pergerakan ke sisi. Tetapi dalam kes ini, operator dikehendaki mempunyai pengalaman tertentu supaya apabila obor bergerak, arka sama rata bertindak pada kedua bahagian perkahwinan.
- Sekiranya kerja akan datang logam kurang daripada 1 mm tebal, adalah perlu untuk mengurangkan kekuatan semasa dan kelajuan suapan kawat, serta menggunakan dawai garis pusat yang lebih kecil. Kimpalan harus berlaku dalam denyutan pendek, dengan jeda antara mereka kira-kira 1 saat. Jeda diperlukan untuk menyejukkan logam dan mengalirkan segmen seterusnya menjadi jahitan monolitik.
- Jika kawin butiran panjang dan nipis, maka kimpalan dilakukan dengan segmen pendek atau titik yang terletak pada jarak tertentu. Juga, untuk mengelakkan ubah bentuk bahagian-bahagian, anda boleh memasak secara bergiliran, segmen pendek, dengan segmen yang berbeza dari segmen kawin.
Kelajuan kimpalan
Ini adalah kelajuan pergerakan arka elektrik sepanjang antara bahagian-bahagian, dan dikendalikan oleh pengendali peranti semiautomatik. Kelajuan pergerakan alat itu sepadan dengan voltan arka, kelajuan suapan wayar, ketebalan logam dan bentuk jahitan yang diperlukan. Pada kelajuan tinggi pergerakan pembakar, banyak semburan terbentuk, gas pelindung tetap dalam jahitan yang mengeras dengan cepat dan menyebabkan pembentukan liang-liang di dalamnya.Pada kelajuan pergerakan pembakaran lambat, pengaruh yang tidak perlu dari arka elektrik ke bahan terbentuk, yang dapat membakarnya. Di samping itu, apabila menyambungkan bahagian besar yang terbentuk jahitan tebal. Angka berikut menunjukkan apa yang dilihat pada lipatan pada kelajuan obor yang berbeza.

Kadar aliran gas
Bekalan gas perlu mencukupi untuk menyediakan wayar meniup. Dengan aliran gas yang lemah, jahitan tidak akan dilindungi daripada pengoksidaan. Tetapi pada kadar aliran yang tinggi, perlindungan tidak mencukupi kerana pergolakan. Kesemua penyimpangan dari norma membuat jahitan berpori dan rapuh. Oleh itu, sangat penting untuk mencapai bekalan gas lancar, supaya aliran tidak menyebabkan pergolakan dan melindungi tapak kimpalan.
Panjang wayar
Kawat, sebelum ia menyentuh logam, mesti keluar dari hujungnya dengan 6-13 mm. Dari nilai ini bergantung rintangan dan suhu elektrod ini. Semakin kuat jangkauan dawai dari hujung, semakin kecil saiz busur. Hasilnya, jahitan tebal dan sempit, dengan penembusan yang rendah ke dalam logam.Jika panjang perkakas dikurangkan, penembusan arka ke logam akan meningkat, dan jahitan akan menjadi lebih nipis dan lebih lebar.
Polariti
Oleh polaritas dalam peralatan kimpalan adalah dimaksudkan arah arus dalam litarnya. Dengan kekutuban langsung, caj negatif dibekalkan kepada dawai, dan caj positif dikenakan pada bahagian yang dikimpal. Dengan kekutuban terbalik, sebaliknya adalah benar: dawai adalah tambah, dan bahan kerja adalah tolak.
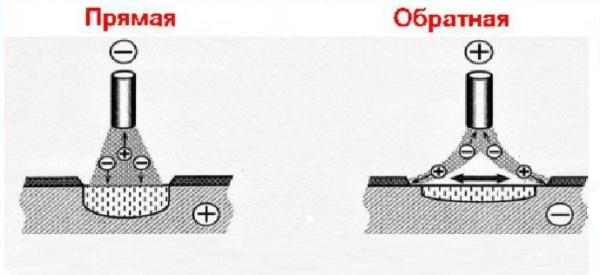
Ia penting! Apabila bekerja tanpa gas pelindung, wayar fluks yang dibuang menggunakan kaedah polariti langsung, dan dengan polariti gas.
Bunyi apabila kimpalan
Mendengar bunyi kimpalan adalah penting, terutamanya untuk pemula semasa belajar. Bunyi yang betul apabila kimpalan dengan peranti semiautomatik menyerupai bunyi pemanggang daging dalam kuali. Apabila bunyi "desis-buzzing" didengar, ia bermakna terdapat keseimbangan antara tetapan semasa dan kadar kawat dan gas. Perubahan bunyi apabila peranti beroperasi boleh dipengaruhi oleh
- hubungan tidak baik antara pengapit berat dan bahagian;
- kehadiran semburan beku di hujung pembakar, menghalang aliran gas normal;
- kurang dibersihkan dari karat atau kawasan cat kimpalan.
Langkah keselamatan di tempat kerja
Semasa bekerja dengan peralatan kimpalan, perlu mematuhi langkah-langkah keselamatan yang berikut.
- Pengimpal mesti melindungi semua bahagian badan dari percikan logam panas pada mereka. Untuk ini pakaian kerja yang digunakanketat meliputi kawasan terdedah badan, serta sarung tangan pelindung. Pakaian hendaklah diperbuat daripada bahan padat yang boleh menahan percikan panas. Tidak boleh pakaian dibuat daripada serat sintetik, yang apabila terdedah kepada suhu tinggi, mula mencairkan. Bahan semacam itu juga terbakar, yang boleh menyebabkan luka bakar kepada tukang las.
- Oleh kerana radiasi ultraviolet yang keras dihasilkan semasa kimpalan, adalah perlu untuk melindungi mata daripada menggunakannya topeng dengan kaca berwarna. Tidak lama dahulu, topeng dengan kaca "bunglon" muncul di pasaran, yang gelap apabila cahaya terang muncul. Juga, bahagian-bahagian badan yang lain mesti dilindungi dari cahaya UV.
- Kasut perlu ditutup untuk mengelakkan percikan panas dari jatuh ke dalamnya.
- Bilik di mana kerja kimpalan mesti dilakukan pengudaraan paksa atau semula jadi (kehadiran tingkap yang boleh dibuka). Penyedutan asap dan asap yang dihasilkan semasa proses kimpalan mempunyai kesan buruk terhadap kesihatan manusia.
/rating_off.png)











