Peraturan penggiling logam pemotong
Logam adalah bahan yang penggilingan sudut asalnya direka untuk. Sekarang ia digunakan untuk memotong batang pengukuhan, pelbagai kepingan logam, paip pelbagai diameter, bata, konkrit, batu, jubin dan bahan binaan lain. Oleh kerana terdapat pelbagai muncung, penggiling juga membolehkan penggilap dan penggilingan permukaan produk. Pemotongan logam dengan penggiling adalah salah satu pekerjaan utama yang paling kerap. Untuk mengurangkan kemungkinan kecederaan, ia mesti dilakukan dengan betul, dengan mematuhi keperluan keselamatan umum dan peribadi dengan ketat.
Kandungan
- 1 Persediaan untuk bekerja sebagai penggiling untuk logam
- 2 Perkakas yang betul
- 3 Pemotong lembaran logam pengisar
- 4 Memotong lubang bulat dalam logam menggunakan pengisar sudut
- 5 Ciri-ciri kerja dengan logam tebal, tembaga, besi tuang, aluminium
- 6 Cadangan untuk memotong paip logam
- 7 Memotong jubin daun dan logam profesional
Persediaan untuk bekerja sebagai penggiling untuk logam
Bulgarian tergolong dalam kategori yang relatif alat kuasa yang berbahaya. Anda boleh cedera dari cakera berpecah atau alat yang telah jatuh dari tangan. Dalam kedua-dua kes, bahaya ini dikaitkan dengan kelajuan putaran motor yang tinggi.

Untuk meningkatkan kecekapan penggiling, mengembangkan fungsinya, dalam amalan mereka menggunakannya tambahan:
- tripod;
- pengapit.

Penggunaan mereka membolehkan untuk meningkatkan kualiti penggerudian logam kosong, untuk meningkatkan ketepatan proses. Juga, keadaan kerja bertambah baik dari kedudukan keselamatan, peningkatan produktiviti.
Penggunaan aksesori membolehkan anda menggunakan alat ini sebagai mesin, yang direka untuk melakukan pelbagai jenis kerja.
Untuk memastikan proses pemotongan sebanyak mungkin, bekerja dengan logam menggunakan pengisar sudut harus mengikuti beberapa peraturan.Mereka secara konvensional dibahagikan kepada peristiwa persediaan dan utama (bekerja).
Sebelum anda mula memotong, anda mesti melakukan satu siri manipulasi.
- Pakai istimewa pakaian kerja dan kasut (dengan satu tangan tunggal), sarung tangan dari kain atau kulit yang padat.
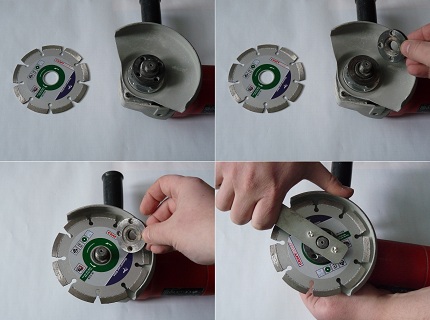
- Sediakan, berdasarkan ciri-ciri dan jenis logam yang dipotong, cakera yang sesuai, dan kemudian pasangkannya dengan tanda ke atas, memegangnya dengan kacang.
- Semak muncung kerja yang digunakan untuk kehadiran pelbagai kecacatan yang melanggar integriti mereka: berlubang, retak dan ubah bentuk lain.
- Ambil kesempatan daripada peralatan pelindung diri: cermin mata, respirator atau topeng (perisai), dan dalam sesetengah kes juga fon kepala.
- Periksa operasi instrumen, kebolehpercayaan memasang casingnya (tanpa itu, ia dilarang keras untuk bekerja), keadaan kord kuasa dengan plag.
- Sediakan tempat kerja: membuang bahan mudah terbakar (gris, bahan api, kertas, kain) dan semua perkara yang mengganggu. Tutup atau gerakkan ke objek jarak selamat yang mungkin rosak oleh zarah logam panas.
Sekiranya mungkin, bahan yang perlu dipotong perlu dipastikan dengan selamat terlebih dahulu, contohnya, dalam naib, untuk menghapuskan pergerakan rawak yang mungkin. Simpan bahan kerja di tangan atau di antara lutut adalah dilarang.

Perkakas yang betul
Memulakan menggergaji mana-mana bahagian menggunakan penggiling sudut, anda harus mematuhi peraturan ini.
- Pegang penggiling semasa memotong logam dengan tegas, dengan dua tangan.
- Kalangan boleh ditukar hanya selepas putaran mereka berhenti sepenuhnya dan disejukkan ke suhu yang boleh diterima dengan melepaskan alat kuasa dari rangkaian bekalan kuasa.
- Jangan letakkan alat kerja di atas tanah atau di atas meja (jangan biarkan ia pergi).
- Dikehendaki secara berkala selama kira-kira 5 minit berhenti untuk berehat, dan untuk memandu didinginkan.
- Ia perlu sentiasa mengawasi keadaan roda pemotongan, menghalangnya daripada dicubit oleh tepi bilah gergaji.
- Jangan biarkan alat yang dimasukkan dalam rangkaian tanpa pengawasan.
- Gunakan hanya cakera saiz sesuai yang ditunjukkan dalam manual arahan peranti yang digunakan.
- Bekerja dengan lebih baik di permukaan ratasupaya kedudukan tubuh stabil.
- Pastikan kord kuasa jauh dari bulatan berputar, tepi tajam, objek panas lebih daripada 100 darjah.
- Pergerakan yang tidak berkaitan langsung dengan pemotongan hanya dilakukan dengan alat kuasa dimatikan.
- Anda perlu berada di sebelah atau belakang alat, melakukan kerja dengan tangan anda sendiri supaya bahagian-bahagian badan tidak berada di dalam bidang pemotongan.
Apabila memotong logam dengan pengisar selesai, anda harus menunggu sehingga cakera itu berhenti sepenuhnya dan cabut palam kuasa instrumen dari sesalur kuasa. Selepas disyorkan untuk memastikan bahawa tiada tanda api. Apabila anda memotong bahan, ia adalah hak untuk memegang pemegang peranti di bahagian butang hidup / mati dengan tangan kanan anda. Tangan kiri pada masa yang sama terletak pada pemegang yang dipintal dari atas ke dalam badan alat elektrik.
Ia tidak boleh diterima untuk melakukan kerja dengan menggunakan bahasa Bulgaria dalam keadaan sangat letih, atau berada di bawah pengaruh alkohol, psikotropik atau ubat-ubatan narkotik.
Adapun persoalannya - pada diri sendiri atau dari diri sendiri - cakera yang termasuk Bulgaria harus berputar, tidak ada jawaban pasti di sini. Arahan operasi menunjukkan bahawa pilihan pertama betul. Ini disebabkan fakta bahawa percikan yang dihasilkan terbang ke arah yang bertentangan dengan pengendali,tanpa bahaya. Fragmen bulatan juga akan terbang ke arah itu jika ia pecah.
Tetapi sekiranya cakera berputar itu "tersekat" dengan sendirinya, alat itu akan terbang ke tempat kerja. Atas sebab ini, ramai pakar lebih suka memotong logam supaya bulatan itu berputar "dari dirinya sendiri". Alat kuasa yang terkoyak dari tangan akan terbang ke seberang. Ini mengurangkan kecederaan, dan pakaian, kasut dan sarung tangan akan melindungi pengguna daripada percikan terbang.

Pemotong lembaran logam pengisar
Untuk memotong logam dengan pelbagai jenis dan ketebalan, gunakan roda pemotongan yang sesuai dengan ketebalan dan diameter yang berbeza. Algoritma untuk memotong helaian adalah seperti berikut.
- Untuk memotong dengan pengisar, logam lembaran dipasang pada permukaan rata.
- Tandai dengan kapur (penanda) dimensi tepat potongan potong di permukaan lembaran.
- Penggerudian di sepanjang garisan bertanda dilakukan tanpa mengubah sudut kecenderungan awal cakera ke permukaan kerja sehingga tidak terjebak dan alat kuasa pecah.
Sekiranya kemahiran mengisar lembaran logam tidak boleh didapati,disyorkan sebelumnyaamalkan bahan lembut - Ini akan memberi peluang untuk mengalami kerja alat tersebut.

Adalah perlu untuk mengambil kira bahawa bahagian bawah cakera yang lebih rendah memotong logam dengan lebih cekap.
Apabila memotong lembaran logam, untuk mendapatkan hasil yang berkualiti tinggi cadangan sedemikian perlu diambil kira.
- Titik menggergaji diperlukan untuk meningkatkan penyejukan. tuangkan airyang juga akan meningkatkan kehidupan bulatan.
- Adalah berupaya untuk memotong logam hanya apabila cakera berputar: anda tidak boleh menghidupkan alat jika bulatan pegun menyentuh permukaan bahan kerja.
- Untuk melihat timah (logam lembaran nipis) atau memotong bentuk geometri yang berbeza, lebih mudah menggunakan kecil, lingkaran maju ("Rintisan").
- Tekan gerinda dengan usaha yang besar tidak boleh: pemotongan harus berlaku hampir secara eksklusif di bawah berat penggiling sendiri.
- Jika roda pemotongan berhenti di slot (apabila alat kuasa dimatikan), maka kerja boleh disambung semula hanya selepas ia dikeluarkan.
Sekiranya pemotongan lembaran adalah perlahan, menukar muncung yang berfungsi. Beban kelebihan pada penggiling sudut apabila memotong logam akan menyebabkan ia terlalu panas atau menjejakkan roda berputar.
Memotong lubang bulat dalam logam menggunakan pengisar sudut
Dalam praktiknya, sering diperlukan untuk memotong bulatan dalam logam, dan hanya penggiling sudut yang tersedia dari alat. Tetapi cukup untuk tujuan ini. Algoritma tindakan adalah berikut.
- Lukis bulatan dengan kompas pada permukaan logam atau pada corak kertas (kadbod) yang sebelum ini dibuat dengan kapur atau penanda.
- Memegang penggiling pada satu sudut ke permukaan lembaran, buat bahagian penanda awal logam di sepanjang kontur yang ditandakan, menghasilkan gerakan pendek dengan cakera (menggergaji dalam segmen kecil).
- Kemudian, gerakkan muncung dengan cara yang sama, mendalamkan slot untuk menyelesaikan pemotongan.

Perlu dipotong pada kontur luar lingkaransupaya tidak mengurangkan saiz bulatan. Sekiranya diameternya kecil, kemudian menyeberang, menyentuh titik cakera logam (tanpa pergerakan muncung yang membujur). Lubang bulat diperolehi dengan potong serong, serta beberapa kelemahan kecil (mereka bergantung kepada kemahiran pekerja). Selepas itu, jika perlu, diproses.
Keseluruhan proses memotong lubang bulat dalam logam lembaran menggunakan peranti khas ditunjukkan dalam video:
Ciri-ciri kerja dengan logam tebal, tembaga, besi tuang, aluminium
Apabila perlu memotong logam tebal menjadi serpihan yang berasingan, disarankan untuk melakukan tindakan berikut:
- sentiasa menyejukkan kawasan sentuhan logam dengan cakera dengan air sejuk kerana pemanasan kuat slot;

- membuat semua luka hanya lurus;
- kontur curvilinear yang berbeza perlu dipotong di bahagian lurus kecil yang panjang, sambil mengeluarkan bahagian yang tidak perlu;
- adalah perlu untuk memotong benda kerja sepenuhnya dalam beberapa pendekatan, dengan setiap mendalam slot seterusnya;
- jika perlu untuk memotong sudut, balok-balok, bar saluran, rel, maka setiap bahagian konstruktif mereka dipotong secara berasingan.
Pemotongan besi tuang, keluli tahan karat, serta logam bukan ferus, seperti aluminium dan tembaga, dilakukan menggunakan bulatan khasdireka bentuk untuk bekerja dengan bahan-bahan ini. Semua maklumat yang diperlukan mengenai cakera terdapat dalam pelabelan produk ini, digunakan dari pihak mereka. Lingkaran berbeza dalam komposisi pengisi:
- dalam sesetengahnya, aditif adalah bahan tugas berat yang dapat memotong keluli aloi;
- yang lain menggunakan pengikat lembut.
Memotong keluli tahan karat dengan cakera konvensional untuk logam adalah dilarang, kerana ia mengandungi bahan yang mengakibatkan kakisan dipercepatkan dipotong.. Aluminium dan tembaga adalah logam bukan ferus yang sangat likat. Mereka dipotong dengan bantuan penggiling, menuang minyak tanah dibentuk oleh slot cakera. Ia dikehendaki mematuhi peraturan keselamatan kebakaran.
Cadangan untuk memotong paip logam
Pemotongan paip dari logam yang berbeza adalah operasi yang diminta apabila melakukan kerja-kerja pembaikan dan pembinaan. Untuk memotong produk adalah perlu pada pemasangan sistem pembetung dan pemanasan, saluran air. Ke arah ini, Bulgaria mengatasi dengan baik dengan pelbagai tugas. Disks untuk kerja dipilih mengikut bahan dari mana paip dibuat.
Penggunaan penggiling sudut membolehkan anda:
- menggergaji paip pada sudut yang berbeza, sebagai contoh, 45 dan 90 darjah;
- memotong produk diameter besar;
- memotong profil (seksyen segi empat atau persegi) tepat;
- menghasilkan pemotongan longitudinal tiub kosong;
- untuk memotong paip seterika besi;
- potong tiub berdinding nipis.

Jika anda perlu memotong paip diameter besar, penggunaan penggiling membolehkan anda melakukan kerja ini tanpa kos tunai yang signifikan. Tetapi pada masa yang sama produktiviti buruh kecil, dan risiko banyak. Apabila paip panjang terletak pada sokongan, mereka hanya terputus bahagian gantung. Jika bergergaji di pusat, tepi potong akan memotong roda pemotongan, yang akan mengakibatkan kesesakan alat dan kemungkinan kecederaan.
Pakar bukan sahaja memotong paip dari bahan yang berbeza pada sudut yang betul, tetapi juga memotong lubang di dalamnya dari bentuk yang diperlukan. Bekerja dengan profil dan bulat kosong dilaksanakan dengan cara yang sama, dengan pematuhan wajib dengan peraturan keselamatan.
Memangkas paip di sudut yang berbeza
Memotong pada sudut 45 dan 90 darjah bulat dan paip berbentuk harus dibentangkan apabila meletakkan pelbagai komunikasi. Walau bagaimanapun, adalah perlu untuk mengetuk paip secara merata supaya unsur-unsur yang perlu disambungkan disambungkan dengan sesama yang secukupnya.
Res pada sudut 45 darjah paip seksyen silinder dijalankan seperti berikut:
- ambil lembaran kertas biasa;
- lipat dengan tepat;
- paip dibalut dengan templat ini;
- kapur atau peranti penanda lain meletakkan garisan masa depan sepotong;
- keluarkan templat;
- mengikat bahan kerja dalam keadaan naif;
- memotong serpihan paip yang ditandakan.

Apabila templat digunakan, salah satu daripada dua sisi pendek segitiga ini harus selari dengan paksi tengah paip.
Bila dipotong 90 darjah, paip hanya dibungkus dalam bulatan (silinder) atau di sepanjang perimeter (lembaran berbentuk) kertas. Selepas itu tandai baris dipotong. Ia juga sangat mudah untuk menandakan paip profil dengan bantuan sekeping sudut biasa.
Sekiranya perlu untuk memotong sejumlah besar tiub berbentuk pada sudut 45 dan 90 darjah, templat yang sama dibuat dari bahan ini, hanya seksyen yang lebih besar. Ini membolehkan anda melakukan pengukuran yang diperlukan sekali sahaja. Pada masa yang sama untuk penanda awal menggunakan sudut pembinaan, atau protractor. Apabila templat dibuat, potong kosong dimasukkan ke dalamnya, menandakan garis potong. Kemudian buat gergaji.
Templat dibuat untuk sudut lain.Kaedah ini meningkatkan kecekapan buruh.
Ciri-ciri memotong besi dan paip berdinding nipis
Besi tuangkan bahan rapuh. Untuk melihat penggiling paip besi besi, bertindak mengikut urutan berikut:
- tanda garis potong;
- letakkan bar kayu di bawah paip yang akan menyokongnya;
- membuat potongan sepanjang kontur dengan kedalaman beberapa milimeter;
- masukkan ke dalam pahat yang dibuat semula;
- pada mendahului dengan kuat dan tajam dengan palu.
Selepas kesan, paip akan retak di sepanjang garisan. Kedutannya akan lancar. Jika perlu, mereka diproses selanjutnya.

Untuk melakukan pemotongan paip longitudinal juga penting. markup tepat. Untuk aplikasinya, pelbagai peranti digunakan, misalnya, benang pembinaan ("pemukulan"). Seluruh proses menggergaji harus dijalankan dengan hati-hati, perlahan-lahan, agar tidak tersesat dari garis yang ditandai.
Paip berdinding nipis adalah salah satu jenis produk semacam ini. Mereka sering diperbuat daripada logam bukan ferus: tembaga atau aluminium. Memotong mereka sukar. Dalam kes ini, lingkaran sepadan dengan kosong hendaklah digunakan untuk penggiling.
Memotong tiub berdinding nipis diperlukan untuk dilakukan dengan sangat hati-hati, kerana mereka dengan mudah dapat cacat walaupun dari penerapan beban kecil.
Untuk mengurangkan kebarangkalian membongkok bahagian pemotong, pelbagai pengisi longgar, misalnya, pasir dibersihkan biasa, dituangkan ke dalam.
Memotong jubin daun dan logam profesional
Sering kali, dalam praktiknya, seseorang harus menghadapi keperluan untuk memotong lembaran profil atau jubin logam. Bahan-bahan ini diperbuat daripada keluli, yang disalut dengan lapisan pelindung zink dan lapisan polimer, dicat.

Mengenai kemungkinan menggunakan pengisar untuk memotong mereka, pendapat berbeza dinyatakan. Dalam arahan pemasangan, ditulis bahawa lembaran profil tidak boleh di gerakkan dengan bantuan pengisar sudut. Untuk ini, anda perlu menggunakan alat lain. Tetapi mereka perlu dibeli, yang tidak selalu dibenarkan oleh jumlah kerja yang perlu dilakukan, dan juga memerlukan pelaburan kewangan tambahan. Apabila tiada alat selain LBM, sebelum menggergaji dengan pengisar, anda harus tahu yang mungkin akibat negatif.
- Sekiranya anda memotong jubin logam atau pengisar sudut beralun,maka lapisan pelindung di kawasan sawah dan sedikit berhampirannya akan dimusnahkan, dan pinggir potong akan mulai karat.
- Bahan ini dikeluarkan dari jaminan.
- Percikan api yang boleh terbang merosakkan bukan sahaja penampilan seluruh lembaran (air mata melalui cat), tetapi juga merosakkan salutan polimer.
- Hujung potongan mungkin koyak.
Semua konsekuensi negatif yang boleh dipertimbangkan dapat dikurangkan jika memotong dek atau jubin logam dengan penggiling, memerhatikan cadangan berikut:
- melaksanakan semua kerja sebaik sebelum pemasangan;
- bahagian proses dengan sebatian anti-karat;
- tutup tepi potong dengan primer dan cat;
- gunakan cakera logam ketebalan minimum (sehingga 1 mm);
- untuk mengekalkan tepi yang kemas, anda perlu memotong dengan cepat;
- tepi pasir yang koyak.
Sebelum menggergaji, seperti biasa, berbelanja susun atur helaian.

Jika anda ingin memotong persegi, lakukan ini:
- lukiskannya di permukaan lembaran;
- memotong bahan pada pengisar kontur yang ditanda;
- pada akhirnya, berhati-hati memotong setiap sudut.
Kalangan atau bentuk lain dipotong, bekerja dengan cara yang sama.
Penggunaan penggiling untuk memotong jubin logam dan lembaran profesional memudahkan kerja.Ia menjadi lebih mudah untuk menjalankannya, kerana ia mungkin untuk menyesuaikan lembaran dalam saiz secara langsung di atas bumbung.
Untuk memastikan bahawa logamperiplitz atau helaian profesional masih di bawah jaminan, ukur objek dan memotong kilang pesanan lembaran. Anda juga boleh cuba untuk memilih bahan dengan dimensi yang tidak diperlukan.
Pemotongan logam dengan penggiling adalah cara yang murah, praktikal dan berpatutan untuk memotongnya. Dalam kes ini, bagi setiap bahan, cakera yang sesuai tanpa cacat hendaklah digunakan. Dari ini akan bergantung bukan sahaja kualiti hasilnya, tetapi juga kesihatan mereka sendiri. Sesungguhnya, menggergaji logam, diperlukan mematuhi peraturan keselamatan dan menggunakan cara perlindungan individu. Perlu diingatkan bahawa apabila bekerja dengan penggiling sudut, sebarang kelemahan dan ketidakstabilan boleh mengakibatkan kecederaan. Oleh itu, anda perlu bekerja dengan berhati-hati dan berhati-hati.
/rating_off.png)











