Memilih, menegangkan dan mengasah rantai gergaji
Rantaian gergaji pada gergaji elektrik merupakan perincian fungsi penting yang lambat laun akan perlu diasah, dibaiki atau diganti sepenuhnya dengan yang baru. Untuk melakukan ini dengan betul, anda perlu mempertimbangkan reka bentuk dan ciri-ciri lain alat ini.
Kandungan
Cara memilih rantaian untuk gergaji elektrik
Harap maklum bahawa tidak ada perbezaan antara rantai untuk benzo dan gergaji elektrik.. Untuk kedua-dua jenis alat, rantai terbuat dari bahan yang sama, dan dipasang pada tayar yang sama untuk unit elektrik dan petrol.Untuk memilih rantai untuk gergaji elektrik, beberapa parameter perlu dipertimbangkan. Sesetengah daripada mereka mesti mematuhi spesifikasi tayar yang dipasang.
Saiz rantai
Parameter ini sentiasa sepadan perubahan tayar unit anda. Jika anda mendapat rantai gergaji lebih kecil daripada tayar, anda tidak boleh memakainya. Juga, peralatan yang melebihi saiz tayar tidak menariknya dengan betul. Dalam kedua-dua kes, ia tidak akan dapat menggunakan kuasa melihat. Dimensi alat gergaji boleh dinyatakan dalam inci dan mereka boleh mempunyai nilai berikut: 10 ", 12", 13 ", 14", 15 ", 16", 18 "dan ke atas.
Padang rantai
Ditentukan oleh mana-mana tiga rivet rantai. Dalam gambar di bawah, huruf "a" menunjukkan tepat jarak ini, yang diukur dalam inci.
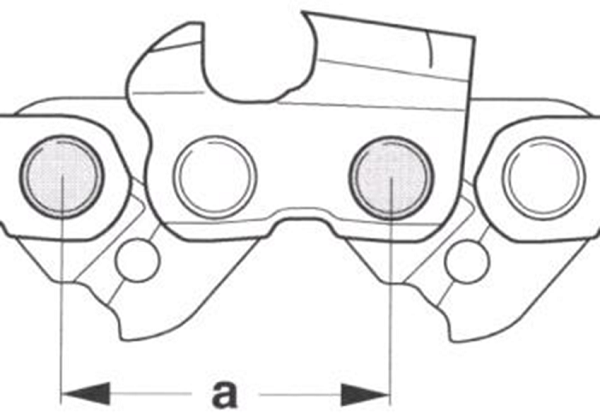
Padang rantai boleh mempunyai nilai berikut: 0.325 ", 0.375" dan 0.404 ".
Satu langkah dengan saiz 0.375 "sering ditulis sebagai pecahan, sebagai 3/8" (3: 8 = 0.375), supaya tidak dikelirukan dengan nombor 0.325.
Anda harus tahu: lebih banyak langkah di rantaian gergaji, lebih banyak kuasa enjin unit harus ada. Pada unit amatur dan separa profesional dengan kapasiti 1.84 kW, rantai dengan langkah 0.325 "dipasang. Peralatan sedemikian boleh dipotong cawangan nipis, memotong knot, dan juga menggunakannya semasa kerja pembinaan, contohnya, memotong papan.Memangkas dengan langkah 3/8 (kuasa enjin sekitar 2.94 kW diperlukan) ia sudah mungkin untuk memotong pokok nipis dan memotong papan ketebalan purata. Peralatan dengan langkah 0.404 "(kuasa enjin dari 4.41 kW dan ke atas) hanya digunakan pada peralatan profesional dan direka bentuk untuk melakukan kerja apa-apa kerumitan.
Ketebalan pautan utama
Ketebalan batang (juga dipanggil pautan utama) - ini adalah parameter yang sangat penting apabila memilih alat untuk gergaji.

Untuk memilih alat yang sesuai untuk unit ini, ketebalan shank sepadan dengan lebar alur tayar. Ketebalan mungkin mempunyai makna berikut.
- 1.1 mm (0.043 "), 1.3 mm (0.05"). A snap menjalankan kerja dengan beban kecil dan menggunakannya gergaji elektrik kecil. Rig ini mempunyai padang 0.325 ".
- 1.5 mm (0.058 "). Rantai dengan ketebalan shank ini mempunyai padang 3/8 ". Mereka mampu menahan beban berat dan dipasang peralatan separuh profesional dan rumah.
- 1.6 mm (0.063 "), 2 mm (0.08"). Tayar dan aksesori dengan nilai-nilai ini digunakan untuk melakukan kerja-kerja kompleks dengan beban besar sahaja pada peralatan profesional.
Bilangan pautan
Dengan bilangan pautan (shanks) ditentukan panjang perkakas. Memilih snap, anda boleh bergantung sama ada pada nilai panjang atau pada bilangan pautan. Memandangkan pengeluar yang berbeza dalam penerangan produk hanya boleh menunjukkan bilangan elemen pemotongan, tidak menyakitkan untuk mengetahui kedua-dua maklumat itu dan lain-lain.
Jenis pautan pemotong
Dengan konfigurasi, elemen pemotongan alat dibahagikan kepada 2 jenis: chipper dan pahat.

Pemotongan jenis pemotongan gigi - ia adalah pemotong berbentuk sabit dengan kawasan besar dengan bahan. Gigi bulan sabit meningkatkan beban pada enjin unit dan tidak mempunyai ciri pemotongan yang baik. Tetapi, terima kasih kepada bentuk ini, gigi mudah menghadapi pencemaran, dan penyuntingan mereka tidak memerlukan ketepatan khas.
Profil gigi pahat mengingatkan nombor "7" dan lebih dikenali sebagai "tujuh". Peralatan dengan profil gigi itu dibezakan dengan kelajuan menggergaji, kualiti pemotongan dan digunakan terutamanya pada peranti profesional. Aksesori mengasah dengan gigi chizel dalam kehidupan sehari-hari agak sukar, kerana walaupun tidak mematuhi sudut pengisaran menyalahkan semua kelebihan profil pahat alat tersebut.
Memotong bahan gigi
Apabila memilih alat untuk melihat elektrik, tanyakan apa bahan pemotongnya dibuat. Untuk menggergaji kayu lembut, rantai dengan pemotong dari chrome-nickel, keluli aloi. Untuk menggergaji perkakas kayu beku, tercemar dan keras dengan unsur pemotong yang diperbuat daripada keluli aloi tidak akan berfungsi. Untuk tujuan ini, gunakan pemotong, diperkukuh karbida tipdicirikan oleh peningkatan rintangan haus.

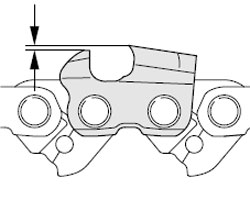
Ketinggian profil
Ketinggian profil alat bergantung memotong kedalaman dan produktiviti alat. Semakin tinggi profil gigi pemotongan, semakin kuat ia akan masuk ke dalam bahan. Gigi yang mempunyai ketinggian profil kecil akan menghilangkan cip tipis semasa menggergaji. Kedalaman insisi alat ke dalam bahan itu dikawal oleh pengisihan penutup yang setiap elemen memotong ada.
Terdapat 2 jenis rantai di ketinggian profil:
- ketinggian 0,025 "(0,635 mm) merujuk kepada perkakas berprofil rendah;
- Ketinggian profil 0.03 "(0.762 mm) - untuk profil tinggi.
Maklumat ini juga boleh didapati. dalam arahan untuk unit tersebut (nyatakan jenis alat yang digunakan untuk model saw).Ia akan berguna jika anda mengasah gigi anda sendiri. Pada unit profesional, kedua-dua profil berprofil tinggi dan peralatan berprofil rendah digunakan, tetapi pada unit rumah, hanya peralatan berprofil rendah digunakan. Rantaian profil tinggi adalah perkakas yang sangat produktif. Tetapi menggunakannya meningkatkan getaran dan agresif instrumen.
Untuk mengurangkan agresif rantaian, para pemaju menggunakan sedikit muslihat: dengan rantaian besar yang membuat profil pemotong rendah dibuat dan sebaliknya, kerana padang dikurangkan, profil juga meningkat. Teknik ini membolehkan unit memproses bahan pada masa yang sama dengan cekap dan kurang agresif.
Jenis potong
Tidak ada rahsia lagi bahawa kayu mempunyai struktur yang terdiri daripada serat longitudinal yang disusun. Oleh itu, untuk memotong bahan ini di sepanjang atau merentasi serat, diperlukan pengasah gigi gigi rantai yang berbeza.
- Untuk memotong silang Gigi alat kayu dihadkan pada sudut 25-30 darjah.
- Untuk berkesan menggergaji sepanjang gentian Memerlukan mengasah incisors pada sudut 5 hingga 15 darjah. Tetapi rantaian ini digunakan sangat jarang, kerana lebih baik untuk menghasilkan kayu gergaji membujur dengan jalur saw atau gergaji bulat.
Bilangan elemen pemotongan
Rangkaian gergaji standard mempunyai dua batang pada setiap pautan pemotongan. Walau bagaimanapun, untuk mengurangkan kos produk mereka, sesetengah pengeluar menghasilkan snap dengan bilangan elemen pemotongan yang lebih kecil, yang dipanggil: "dengan pas" dan "separa pas".
![]()
Dalam snap-in dengan setengah pas, satu pautan tambahan dimasukkan antara setiap pasangan pemotong kedua. Dan dalam rantaian dengan lulus, satu pautan perantaraan dimasukkan selepas setiap elemen pemotongan. Hasilnya ialah:
- dalam rantaian standard dengan 64 kaki, perlu ada 32 elemen pemotong, iaitu 50%, semua pautan;
- dalam alat dengan separa pas, bilangan unsur pemotongan akan menjadi 40%;
- rantai dengan lulus mempunyai bilangan paling kecil incisors - 37.5%.
Peralatan dengan jurang meningkatkan keupayaan alat, mengurangkan prestasi, menyumbang kepada memakai pesat tayar, serta pemancuan pemacu.
Atas sebab ini, anda tidak boleh membeli peralatan murah. Pada masa akan datang, simpanan sedemikian tidak akan dapat menjustifikasikan dana yang dibelanjakan untuk membaiki atau menggantikan semua bahagian kepala alat dengar.
Apabila anda perlu menukar rantaian
Keperluan untuk menggantikan litar terutamanya timbul apabila memakai dan regangan yang berlebihan. Jika anda tidak dapat meregangkan snap menggunakan skru penyesuaian, maka ia harus diganti. Tetapi memasang bahagian baru pada pemancuan lama, lekukan yang sama dan tayar yang sama tidak disyorkan, kerana ini akan menyebabkan pakaian pesatnya.
Ramai pemilik gergaji elektrik tahu bahawa memakai rantaian itu berlaku 2-3 kali lebih cepat daripada perkembangan kehidupan tayar dan gegancu, dan menggunakan sedikit penipuan.
- Mempunyai gergaji elektrik baru, anda harus membeli 3 rantaian melihat sekaligus.
- Setelah bekerja dengan satu rantai selama beberapa jam, ia harus diganti dengan yang baru. Selanjutnya, rantai kedua berbeza mengikut prinsip yang sama.
- Selepas setiap penggantian peralatan diperlukan untuk mengalihkan tayar untuk memakai seragam.
Melakukan manipulasi mudah ini membawa kepada memakai seragam semua bahagian dan memanjangkan hayat perkhidmatan mereka.
Menggantikan rantaian pada gergaji elektrik
Sekiranya anda ingin mengubah peralatan pada saw, maka ia dilakukan dengan cara yang berikut. Sebagai contoh, menunjukkan bagaimana untuk meletakkan rantai itu pada mesin elektrik Makit.
- Pada selongsong, tutup unit pemancu pemacu, anda boleh melihat penutup kecil dengan corak bercetak. Sekiranya anda mengangkatnya, anda dapat mengendalikannya dengan mana anda boleh membuka skru.


- Untuk mengalihkan rantai dari kuasa melihat, mula-mula terlepas skru pengapit dan keluarkan penutup. Anda akan melihat gegancu utama dan 2 pin di mana tayar dipasang.

- Putuskan sambungan tayar dengan rantai dari unit.

- Seterusnya, anda perlu berhati-hati meletakkan rantaian pada tayar, memerhatikan arah pemotongan gigi yang betul, pasangkan rantai pada gergaji elektrik (dengan tayar), meletakkannya pada asterisk.
- Pegang tayar, letakkan selongsong itu.

- Mengubah arah yang berbeza ketegangan adjuster ketegangan, dapatkannya dengan pertunangan skru penyesuaian.

- Ketatkan skru pengapit sedikit, periksa ketegangan unsur pemotong unit.

- Sekiranya perlu, kencangkan rantai ke tahap yang dikehendaki dengan ibu jari penyesuaian dan akhirnya mengetatkan skru pengapit. Pemasangan rangkaian yang betul diperiksa dengan melukis (secara manual) ke atas tayar. Snap-in harus bergerak dengan bebas tanpa sebarang kesulitan. Pada litar penggantian ini dipertimbangkan.
Bagaimana untuk menyesuaikan ketegangan rantaian
Kencangkan rantai pada saw adalah diperlukan dalam kes berikut:
- selepas menggantikan peralatan dengan yang baru;
- pada memakai peralatan yang sepanjang masa terbentang.
Semasa operasi gergaji tidak boleh membenarkan rantaian itu terendam.Juga, ia tidak boleh terlalu ketat. Kelengkapan longgar boleh keluar dari tayar dan merosakkannya. Peralatan yang sangat ketat boleh memecahkan atau membawa kepada kegagalan pesat pemancuan dan tayar.
Untuk mengetatkan rantai pada unit, lakukan perkara berikut.
- Keluarkan skru atau nipis tayar (bergantung kepada model mesin).
- Dengan bantuan menyesuaikan bolt meningkatkan ketegangan snap. Ketepatan ketegangan alat diperiksa dengan cara yang mudah: tarik rantai di sepanjang pusat tayar dan lihat pautan pemacu. Biasanya, 1/3 dari shank (hujungnya) tidak perlu dilanjutkan dari alur tayar.
- Setelah mencapai ketegangan yang betul, ketatkan skru pengikat (kacang).
Mengasah rantai di rumah
Untuk memahami bahawa penajaman rantai gergaji diperlukan, ada kemungkinan dengan beberapa tanda:
- semasa operasi, tayar "membawa" ke sisi;
- Kelajuan menggergaji menurun dengan ketara;
- Cip itu mempunyai bentuk jarum, dan terdapat banyak debu di dalamnya (gigi tajam tanah menghasilkan cip persegi seragam bentuk).
Peraturan mengasah
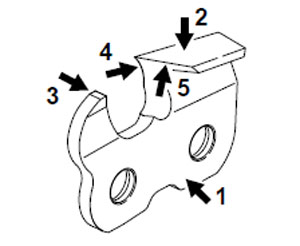
Untuk mengasah pemotong rantaian rantai, anda perlu mempunyai idea mengenai reka bentuk mereka, yang terdiri daripada:
- pautan asas;
- pisau bilah;
- potong kedalaman pemotongan;
- bilah menegak;
- bilah atas terletak secara mendatar.
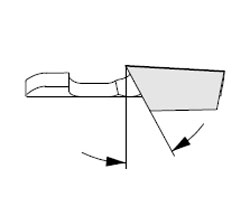
Untuk memberikan rantaian pemotongan maksimum rantai, bilahnya adalah tanah pada sudut tertentu. Keupayaan pemotongan alat bergantung terutamanya pada sudut rake, sudut bilah atas dan sudut mengasah.
Bilah mestilah miring dan dibentuk. sudut belakang. Ia diperlukan untuk memperdalam pisau atas ke dalam bahan.
Untuk membentuk sudut belakang bilah akhir Gosokkan bahagian belakang kambing. Sudut ini bertanggungjawab untuk memotong cip (lateral).
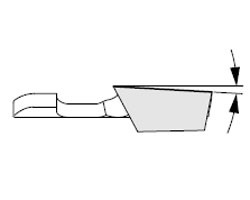
Untuk pembentukannya sudut rake (dari 60 ° hingga 85 °) memenuhi tepi hujung. Ia diukur relatif kepada bahagian bawah pautan.
Untuk memberi sudut belakang bilah atas menggilap punggungnya. Sudut boleh berkisar antara 50 ° hingga 60 °.
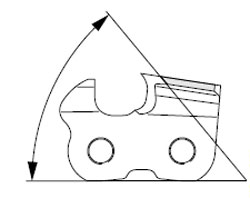
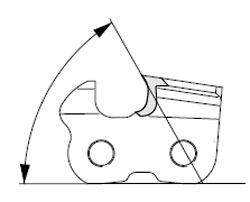
Sudut mengasah diukur pada sudut tepat ke tayar.
Semakin besar nilai sudut pengasah, semakin produktif alat tersebut menjadi. Jika sudut ini dikurangkan, maka getaran akan berkurangan, dan proses pemotongan akan berlaku dengan lebih lancar.
Sudut mengasah mestilah tidak melebihi 35 ° dan tidak kurang daripada 25 ° jika perkakas dimaksudkan untuk memotong gentian. Tetapi peraturan ini tidak terpakai kepada rantai longitudinal. Mereka mempunyai sudut mengasah 10 °.
Setiap pemotong mempunyai perhentian yang menghadkan kedalaman penetrasi pisau ke dalam kayu.
Biasanya, jarak antara bahagian atas bilah dan hentian itu hendaklah antara 0.5 dan 0.8 mm.
Algoritma mengasah gigi rantai
Rantai untuk elektrik dan gergaji, terutamanya dengan keran karbida, biasanya diasah pada mesin yang direka khas untuk tujuan ini. Yang terakhir ini mempunyai cakera untuk mengasah dan meja putar di mana pelantar dipasang.

Mengasah rantai anda sendiri memerlukan ketersediaan adaptasi khasyang membantu menahan sudut mengasah yang diperlukan dalam operasi ini. Anda juga perlu menyediakan dua fail: satu dengan profil rata, dan yang kedua dengan satu pusingan.

Untuk mengasah gergaji, ikuti langkah-langkah ini.
- Ikat pemasangan tayar dalam keadaan naib.
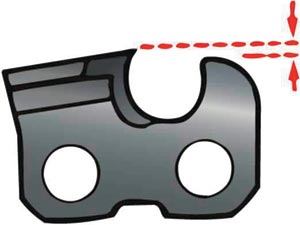
- Pertama, canggih gigi diluruskan. Tempat yang sesuai pada snap seperti yang ditunjukkan dalam gambar di bawah.
- Mengambil fail pusinganmula bergerak ke hadapan dengan pergerakan ringan dan lancar.Nombor mereka sepatutnya sama untuk semua kacamata. Oleh itu, mengasah semua gigi perkakas (melalui satu), kemudian putar templat dan melakukan operasi yang sama untuk setiap alat tanpa kekerasan yang kedua.
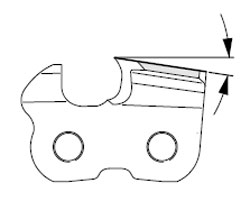
- Selepas menyunting tepi pemotongan gigi kacangan, sedikit gulungkan penghadam kedalaman. Pasang templat seperti yang ditunjukkan dalam foto berikut.


- Templat mempunyai dua lubang, bersebelahan dengan tulisan "HARD" (keras) dan "SOFT" (lembut). Pasang template pada pagar dengan lubang "HARD", jika anda mahu memotong kayu keras. Untuk memotong bahan-bahan lembut, perhentian itu digali melalui lubang "SOFT".
- Untuk pengisaran hentian digunakan fail rata.


Ia penting! Kedalaman pemotong tidak boleh digariskan tanpa templat. Lebih daripada biasa, hentian itu akan menyebabkan gigi gergaji itu terlalu mendalam ke dalam bahan, yang akan meningkatkan beban pada enjin unit, meningkatkan getaran, mengurangkan ketepatan penggergajian dan meningkatkan risiko kebutuh.
/rating_off.png)











