Aksesori untuk bulat, miter dan saber saws
Piring gergaji adalah elemen penting dalam mana-mana kuasa melihat. Ia dipasang kedua-dua alat pemotong manual, dan peralatan pegun. Terdapat banyak jenis cakera yang berbeza dalam bentuk gigi pemotongan, sudut penajaman mereka, diameter dan bahan dari mana ia dibuat. Dari pilihan peralatan yang tepat untuk jenis bahan tertentu bergantung pada prestasi alat, kualiti potongan, dan keselamatan pengendali.
Kandungan
Bagaimana untuk memilih cakera untuk gergaji bulat dan miter
Anda perlu tahu bahawa mengubah jenis cakera pada gergaji, anda boleh mengendalikan bahan berikut:
- kayu lembut dan keras;
- bahan berdasarkan kayu (MDF, MDF, papan serat berlapis, OSB, papan lapis, lamina lantai, dan lain-lain);
- batu semula jadi dan tiruan;
- logam bukan ferus;
- produk plastik;
- produk logam (beralun, paip, profil logam, kelengkapan, dll.).
Setiap alat pemotong mempunyai ciri-ciri tertentu yang perlu dipertimbangkan sebelum digunakan.
Diameter luar
Diameter alat pemotong yang dipasang tidak boleh lebih besar daripada diameter dalaman pelindung selongsong. Dalam model unit penutup yang berbeza boleh mempunyai saiz kecil dan besar. Cakera diameter besar tidak akan sesuai di bawah selongsong dengan diameter dalaman yang lebih kecil. Pada masa yang sama, anda boleh memasang cakera kecil di bawah sarung besar, tetapi pada masa yang sama dengan ketara mengurangkan keselamatan penggunaan unit.
Kedalaman pemotongan bergantung kepada diameter peralatan luar. Tetapi corak berikut harus diambil kira: semakin banyak peralatan yang direndam dalam bahan kerja,semakin besar beban jatuh pada motor radas.
Diameter cakera untuk gergaji pekeliling tangan boleh berada dalam lingkungan 130-250 mm.
Bore diameter
Adalah sangat penting bahawa diameter aci mesin dan kerusi cakera sepadan antara satu sama lain. Sesetengah jenis peralatan gergaji ada lubang tambahan untuk penetapan tegar pada pin. Peralatan itu, sebagai peraturan, mempunyai tempat duduk berikut: 16, 20, 22, 30 dan 32 mm.
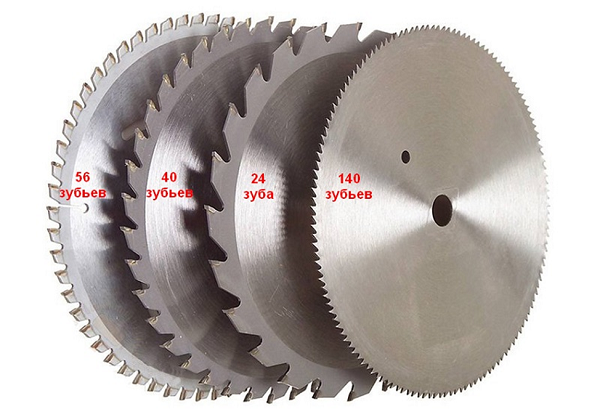
Bilangan gigi
Parameter ini memberi kesan pengendalian bahan dan prestasi bersih. Semakin sedikit gigi alat itu, lebih cepat sekeping dipotong kerana penyingkiran cip yang lebih baik. Tetapi mengurangkan bilangan incisors membawa kepada penurunan kualiti potongan. Meningkatkan bilangan gigi, masing-masing, meningkatkan kualiti potongan. Tetapi adalah bernilai mengetahui bahawa lebih banyak gigi alat itu, semakin besar beban yang dialami oleh motor elektrik aparat. Secara konvensional, peralatan untuk gergaji kuasa bulat dibahagikan kepada 3 kumpulan:
- dari 80 dan lebih banyak gigi - sebilangan besar;
- dari 40 hingga 80 incisors - bilangan purata;
- dari gigi 10 hingga 40 - sedikit.
Untuk setiap tugas tertentu, peralatan dipilih dengan bilangan elemen pemotongan yang diperlukan:
- bilangan maksimum gigi yang diperlukan untuk memotong kayu merentasi serat;
- untuk menggergaji sepanjang gentian kayu, lebih baik menggunakan alat dengan sejumlah kecil incisors (sehingga 60).
Cerun gigi
Peralatan untuk pekeliling manual atau pegun mempunyai perbezaan sudut kecenderungan gigi. Ia adalah negatif dan positif berhubung dengan jejari cakera.
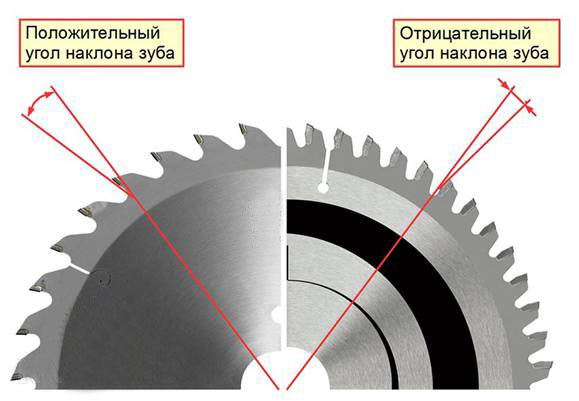
Sudut kecenderungan incisors boleh mempunyai nilai berikut;
- sudut 5 hingga 15 ° dianggap standard;
- sudut dari 15 hingga 20 ° dipanggil agresif (positif);
- sudut dari 0 ° ke -5 ° dipanggil normal (negatif).
Untuk melihat miter Adalah lazim untuk menggunakan cakera dengan kecenderungan sifar atau negatif incisors. Ini disebabkan oleh hakikat bahawa bahagian kerja perkakas memasuki bahan kerja di sepanjang jalan yang berbeza daripada saw bulat yang dipasang pada alat tangan atau alat mesin. Cakera dengan sifar atau kecenderungan negatif gigi gigi apabila ia menekan pada bahan kerja dari atas dan goresan bahan. Dalam kes ini, bahan kerja kekal pegun, beristirahat melawan limiter, yang tidak membenarkan cakera menolaknya.

Jika anda memasang cakera yang serupa pada pekeliling, maka ia akan menjadi agak sukar untuk membuat potongan membujur. Bilah gergaji akan mula menolak bahan kerja, unsur pemotong akan tersumbat dengan habuk gergaji, dan beban mesin akan berlaku.
Adalah amat berbahaya untuk memasang alat dengan kecenderungan negatif pada tali pinggang pada gergaji pekeliling tangan, kerana disebabkan oleh kesan terbalik ia akan menjadi sukar untuk memegang alat ini di tangan anda.
Untuk gergaji kuasa bulat Lebih bijak menggunakan snap dengan sudut kecenderungan gigi yang positif. Pemotong dalam kes ini, berada pada sudut tertentu ke permukaan bahan kerja, akan jatuh ke dalamnya seperti pesawat, menarik benda kerja di bawahnya.
Konfigurasi pemotong
Tujuan cakera boleh didapati berdasarkan konfigurasi incisors.
- Lurus tajam gigi membolehkan anda memotong kayu dengan cepat, tetapi pada masa yang sama kotor.
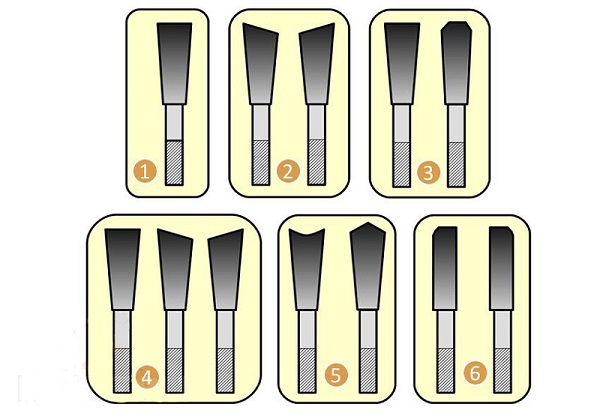
- Gigi yang mempunyai bevel alternatif dalam arah yang berbeza, membolehkan anda memotong kayu dalam arah yang berbeza, tetapi tidak dapat menahan beban kejutan.
- Gabungan gigi trapezoid dan rata membolehkan mengelakkan kerepek pada lapisan atas bahan, sebagai contoh, apabila memotong papan serpai dan plastik.
- Gabungan gigi dengan tiga jenis mengasah meningkatkan kelajuan pemotongan dan memberikan yang baik tepi bersih apabila menggeram kedua-dua bahan lembut dan keras.
- Penggantian gigi dan gigi segitiga dengan celah cekung membolehkan anda memotonglamina tanpa pra-knurling.
- Chamfers bergerigi dengan punggung lebar dapat bertahan memukul simen dan kuku pada garis pemotongan.
Pemotongan cakera logam untuk melihat bulat, ia mempunyai konfigurasi gigi yang sedikit berbeza.

Disebabkan geometri ini daripada gigi kacang dan bahan dari mana ia dibuat (pematerian logam seramik), produktiviti alat meningkat, getaran berkurang, dan proses pemotongan logam berlaku tanpa percikan api.
Ketebalan cakera
Ketebalan snap bergantung lebar kerf. Ketebalan standard bilah gergaji adalah 3.2 mm. Adalah penting untuk mengambil kira dalam pembuatan perabot, contohnya, apabila lembaran memotong lembaran disediakan. Di samping itu, ia bergantung kepada ketebalan cakera kekuatan. Perkakas tipis dengan cepat melampaui keadaan semasa operasi berat. Peralatan ketebalan besar berbeza dengan ketahanan, tetapi memproses sejumlah besar bahan ke dalam tusuk.
Jenis cakera
Saw cakera berlaku monolitik dan aloi keras. Dalam pembuatannya cakera pepejal Plat plat padu digunakan, bahan yang merupakan keluli karbon tinggi atau berkelajuan tinggi.Cakera ini sangat sesuai untuk mengasah polimer dan kayu. Kelebihan cakera monolitik termasuk yang berikut:
- kos rendah;
- kemudahan mengasah pemotong (boleh diasah secara bebas, tanpa menggunakan peralatan canggih);
- kemungkinan banyak mengasah, dengan itu meningkatkan hayat perkhidmatan alat tersebut.
Bahan kanvas untuk cakera karbida berfungsi sebagai alat keluli. Tetapi gigi perkakas itu sendiri diperkuat dengan pematerian dari bahan aloi keras. Penyelesaian ini memberikan alat pemotong sejumlah kelebihan:
- potongan bersih;
- tidak memerlukan jarak gigi;
- pemotongan bahan keras adalah mungkin;
- selepas pengisaran, gigi gigi mempunyai hayat perkhidmatan yang lebih lama daripada gigi keluli berkelajuan tinggi;
- kelajuan pemotongan tinggi;
- kebolehpercayaan dalam kerja;
- pelbagai yang membolehkan anda memilih peralatan secara fleksibel untuk pelbagai jenis kerja.
Tetapi cakera karbida mempunyai kelemahan. Ia mungkin diperhatikan kos yang tinggi dan hakikat bahawa mengasah hanya dilakukan pada mesin khas.
Pembinaan cakera
Apabila memilih aksesori untuk gergaji bulat, seseorang harus mempertimbangkan kualiti produk, yang boleh anda pelajari dengan berhati-hati memeriksa cakera. Bilah gergaji yang baik untuk kayu adalah pemotongan laser dari keluli lembaran, dan kemudian berhati-hati seimbang dan digilap. Tanda-tanda operasi yang dilakukan pada cakera boleh dilihat jika anda melihat permukaannya dalam cahaya. Terdapat jejantas radial yang boleh dilihat oleh mesin pengisar, yang menyimpang di seluruh kain, bermula dari lubang pelekap. Gergaji belanjawan tidak mempunyai tanda demikian, yang menunjukkan ketiadaan pengimbangan.
Juga patut diberi perhatian dan kualiti pengisaran. Badan cakera tidak boleh kasar, tetapi mempunyai permukaan licin. Pada snap-in yang kurang digilap akan melekat resin yang terkandung di dalam kayu, dan menghalang proses menggergaji.
Untuk mengimbangi pengembangan logam apabila dipanaskan, serta untuk mengurangkan bunyi bising dan memadamkan getaran cakera, pada satahnya dibuat celah radial.

Pada peralatan yang lebih mahal dengan bantuan laser nipis slot lingkaran, dan lapisan pelindung digunakan pada permukaan cakera.

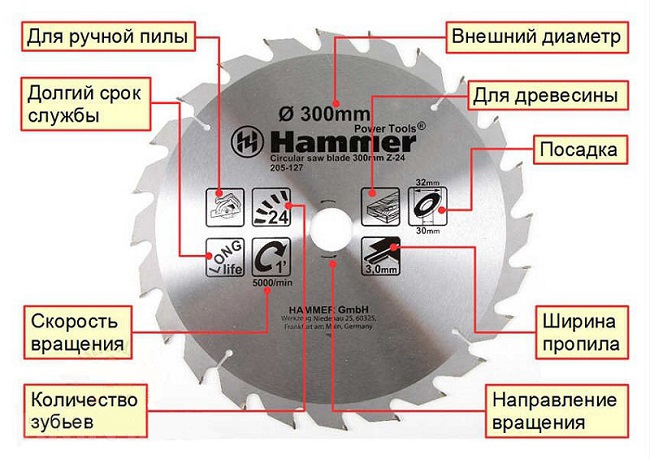
Skrin kualiti untuk gergaji pekeliling tidak ditandakan dengan cat, semua prasasti pada permukaannya digunakan pengukir laser. Dari pelabelan anda boleh mempelajari banyak maklumat.Yang mana ditunjukkan dalam angka berikut.
Bagaimana untuk mengasah cakera dengan tangan anda sendiri
Untuk mengasah gergaji bulat, empat sudut dasar diambil kira:
- α adalah sudut belakang;
- γ adalah sudut rake;
- β adalah sudut tirus, yang ditetapkan oleh sudut belakang dan depan (β = 90 ° -γ-α);
- Ɛ1 dan Ɛ2 ialah sudut serong kedua-dua pesawat hadapan dan belakang.
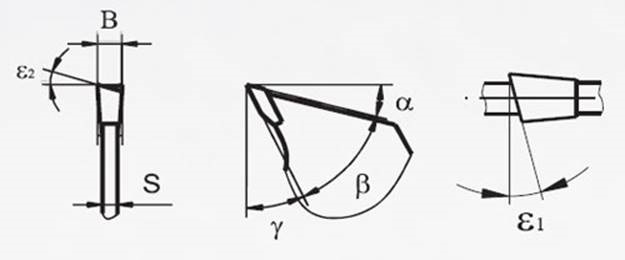
Sudut mengasah alat dipilih mengikut jenis bahan yang akan diproses dan ke arah potongan, yang sangat penting ketika memotong kayu. Untuk memotong serat kayu, perkakas mesti mempunyai gigi dengan sudut menyapu yang cukup besar (dari 15 ° hingga 25 °). Untuk memotong serat serat, sudut rake (γ) dari 5 ° hingga 10 ° diperlukan. Pada gergaji sejagat yang membolehkan anda memotong kedua-duanya di sepanjang biji kayu dan di seberang, sudut rake pemotong mempunyai nilai purata sama dengan 15 °.
Nilai negatif sudut depan digunakan untuk alat-alat yang perlu memotong plastik, logam bukan ferus dan menghadapi kosong kayu.
Di samping itu, sudut mengasah akan dipengaruhi oleh kekerasan bahan. Tirus gigi (β) mesti dikurangkan sebelum memotong bahan keras.
Peraturan mengasah
Selalunya, pematerian karbida memakai di sepanjang sisi atasnya. Dari masa ke masa, ia dilepaskan dan dibulatkan dengan kira-kira 0.1-0.3 mm. Wajah depan insisor juga habis. Blunting unsur-unsur pemotong yang kuat tidak boleh dibenarkan, kerana untuk menyelaraskan tepi, adalah perlu untuk mengisar lebih banyak bahan dari alat itu. Hakikat bahawa perkakas adalah masa untuk mempertajam dapat ditentukan oleh jenis tepi kacas dan dengan kualiti pemotongan: ada tepi koyak dengan sejumlah besar cip.
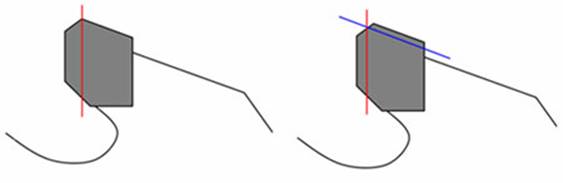
Dengan memegang langkah-langkah pengisaran yang betul, ia menjadi mustahil untuk mengasah pemotong kira-kira 25-30 kali. Ini akan memastikan ketajaman yang diperlukan dari canggih. Untuk mencapai keputusan tersebut dan dengan ketara memperluaskan hayat perkhidmatan peralatan, adalah disyorkan untuk mengasah gigi di sepanjang bahagian belakang dan hadapan. Sudah tentu, anda boleh mengisar dan satu pesawat gigi gergaji, tetapi jumlah percubaan pada masa yang sama berkurangan sebanyak 2 kali. Angka di bawah menunjukkan bagaimana pengisaran gigi di sepanjang satu dan kedua-dua kapal terbang mempengaruhi jumlah pengasah.
Apabila mengasah incisors, disyorkan untuk melakukan pas terakhir dengan kasar pada bahagian belakang gigi.Secara purata, jumlah pengisaran logam gigi mestilah berada dalam lingkungan 0.05-0.15 mm.
Sebelum memulakan prosedur penajaman, perlu mengeluarkan semua kotoran dari pisau gergaji dan mengetahui nilai-nilai sudut tajam, yang biasanya ditunjukkan pada perkakas.
Mengasah cakera di rumah
Saw cakera biasanya diasah pada mesin khas. Membeli mesin yang sama untuk rumah tidak masuk akal jika anda tidak akan membuka perniagaan mengasah alat untuk gergaji bulat.
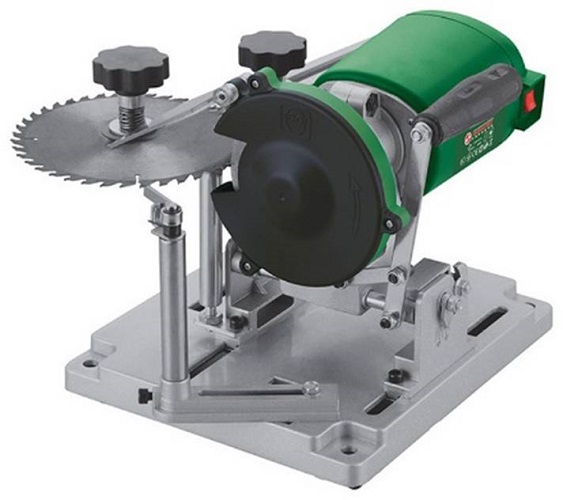
Tetapi bagaimana untuk mengasah gergaji pekeliling tanpa peralatan profesional? Untuk mengasah pisau gergaji dengan tangan anda sendiri, anda memerlukan kehadiran:
- mesin desktop pengisaran (adalah mungkin untuk menyesuaikan bahasa Bulgaria untuk tujuan ini);
- roda kasar (lebih baik jika ia adalah hidangan berlian untuk mengasah);
- lekapan mudah yang boleh dibuat dari sekerap chipboard.
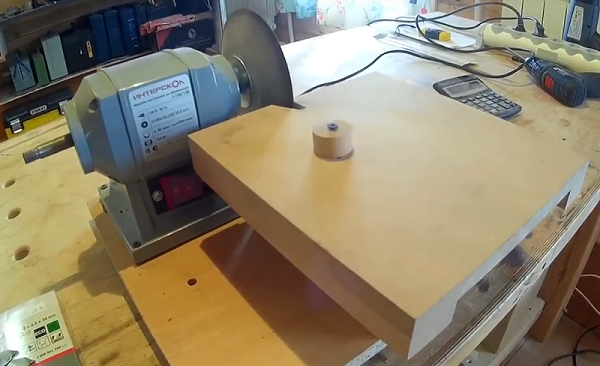
Peranti terakhir adalah jadual yang terdiri daripada pengangkutan atas bergerak dan pangkalan tetap. Gambar berikut menunjukkan pangkalan tanpa pengangkutan.
Agar pengangkutan bergerak dengan betul, dalam pesawat mendatar, di sepanjang tepinya, anda boleh mengikat bilah-bilah atau memasangnya pada rel teleskopik perabot.Selanjutnya, di tempat tertentu pengangkutan (eksperimen) mesin basuh dipasang dengan garis pusat yang sesuai dengan lubang pemasangan alat.

A cakera saw diletakkan pada mesin basuh ini dan bergerak bersama dengan pengangkutan ke bulatan berlian.

Untuk mengasah, mungkin ada di antara dua gigi (kiri dan kanan roda pengisaran) untuk diskrukan menggunakan skru menegak sendiri, yang akan berfungsi sebagai hentian dan berhenti.
Selepas pemotong pertama diedit (dianjurkan untuk menandakan dengan penanda), pengangkutan bergerak dari roda berlian, cakera digerakkan oleh satu gigi di sepanjang hentian, dan penggilingan paparan bulat berterusan.
Sekiranya anda ingin menggunting gigi di sudut, maka anda boleh meletakkan jalur nipis ketebalan yang sesuai di bawah meja di satu sisi dan mengasahnya melalui satu gigi. Selanjutnya, papan dilampirkan di bawah meja yang lain, dan operasi diulangi pada incisors yang tidak ditebar.
Jenis saber melihat pisau
Alat pemotong saber saw adalah bilah, yang merupakan plat yang dibuat dari aloi kekuatan tinggi khusus, yang memotong gigi di satu sisi. Dengan bantuan pelbagai jenis kain, anda boleh membuat potongan tanpa kerepek dan burr dengan ketepatan maksimum.
Bentuk gigi
Bentuk dan saiz gigi bilah bergantung pada kebersihan pemotongan dan kelajuan pemotongan. Juga untuk pemprosesan jenis bahan tertentu membangunkan pemotong khas. Oleh itu, saber melihat pisau boleh mempunyai bentuk gigi berikut.
- M berbentuk gigi. Kanvas telah memotong pemotong, yang membolehkan untuk memotong bahan kedua-dua kursus ke hadapan dan terbalik. Lori digunakan untuk memotong logam ferus dan bukan ferus, keluli tahan karat, dan kayu, terutamanya jika ia mengandungi zarah logam, serta pelbagai jenis plastik.

- Gigi, gila, gigi padang berubah-ubah. Bilah telah memotong pemotong dan digunakan untuk pemotongan langsung semua jenis kayu, termasuk mereka yang mempunyai zarah logam.

- Pemotong kilang bergelombang. Peralatan ini digunakan untuk memotong logam sehingga 2.5 mm dan mana-mana spesies kayu dengan kemasukan metalik.

- Berbentuk M, cenderung, dengan padang berubah. Ini adalah peralatan serbaguna dan berprestasi tinggi dengan gigi bercerai. Direka untuk memotong semua jenis kayu dengan kemasukan logam dan untuk memotong logam sehingga 2.5 mm.

- Pemotong kecil, gilingan, bercerai. Kanvas ini digunakan untuk memotong langsung produk logam dengan ketebalan tidak lebih daripada 1.5 mm.

Di samping itu, lukisan-lukisan berbeza-beza dalam bahan dari mana ia dibuat, seperti yang dibuktikan oleh tanda-tanda yang digunakan pada apa-apa jenis alat.
Menandakan kanvas
Saber melihat pisau dibuat daripada bahan berikut.
- HCS. Tanda ini menunjukkan bahawa asas alat itu adalah keluli karbon tinggi. Saw adalah direka untuk memotong kayu dan produk berdasarkannya, serta plastik dan getah.

- HSS - ia adalah alat berkelajuan tinggi keluli. Dengan itu, anda boleh bekerja pada logam bukan ferus, serta potong dan logam profil.

- Bim - Ia adalah aloi bimetalik, yang merupakan kombinasi HSS dan HCS keluli yang kuat dan fleksibel. Bilah ini mempunyai hayat perkhidmatan yang panjang dan digunakan untuk memotong konkrit berudara, serta papan gergaji dengan kuku.

- HM / CT - ini adalah perkakas karbida. Saw digunakan untuk memotong bahan berliang dan kasar: struktur yang diperbuat daripada konkrit, gentian kaca dan gentian kaca, konkrit berudara dan jubin.

- CV - Ini adalah aloi chrome-vanadium. Peralatan yang diperbuat daripadanya dicirikan oleh rintangan haus tinggi dan digunakan untuk plastik dan kayu dari sebarang spesies.

Kriteria Pemilihan
Apabila memilih kanvas untuk unit jenis saber, pertama sekali perlu diperhatikan tongkat alat. Pengikat kain boleh menjadi universal, sesuai untuk kebanyakan model unit, dan hanya dimaksudkan untuk satu jenama saber saws.
Juga sangat penting saiz gigi. Gigi besar memberi kelajuan pemotongan yang tinggi, tetapi tidak dapat memberikan pemotongan yang baik. Oleh itu, untuk mendapatkan pemotongan yang kemas, gunakan alat dengan gigi kecil.
Pemotong pakaian jenis saber boleh tanah atau giling. Snap, mempunyai pemotong yang digilap, digunakan untuk memotong bahan lembut. Untuk menampung logam atau kayu keras, gunakan gergaji dengan pemotong gilingan.
Pakaian dengan gigi yang diceraikkan dicirikan oleh produktiviti tinggi, manakala perkakas dengan gigi kacukan memproses bahagian lebih kualitatif.
/rating_off.png)











